Posted on Oct. 23th, 2020, | By WayKen Rapid Manufacturing
Maintaining accurate dimensional control for parts where precision is a core requirement is always a matter of interest for metal machining service providers. This has led to several research activities on the subject of dimensional stability. The studies include various phenomena like elastic limits, micro-strain, micro-creep, the mechanisms that cause them, and a variety of proposed methods to help improve dimensional control. By dimensional stability of a material, we are referring to its ability to maintain its original shape, size and to remain within its forecasted dimensional tolerances over a specified period under a set of environmental conditions.
In this article, we will be discussing dimensional instability in one of the most used metals i.e. aluminum and we will present ways to counteract the dilemmas encountered in the machining of aluminum.
We support the latest CNC aluminum machining and milling processes, if you have any problems with Aluminum machining, we would like to help you.
Why Discuss Aluminum Machining?
As the most abundant metal in the Earth’s crust i.e. at 8.1%, aluminum is widely used in almost every industry including aviation, automotive, and construction. The unique nature of aluminum alloys and the diverse properties they offer for various applications makes it a truly phenomenal metal. However, its diverse applications come at a cost i.e. machining of aluminum alloys require several machining considerations to take care of, unlike steel.
The main dilemma is the considerably higher values of thermal expansion coefficients of aluminum alloys when compared to other commonly used metals. Let us have a look at the comparative values of thermal expansion coefficients in the table below.
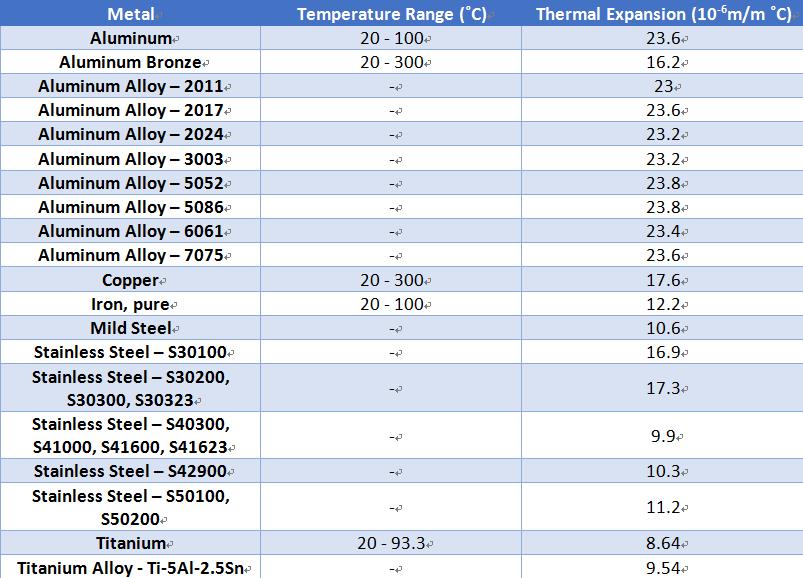
By the virtue of this table, we can clearly notice the relatively higher values of thermal expansion coefficients for aluminum and its alloys. Therefore, we will be discussing the vital considerations involved in aluminum machining as the article progresses.
Dilemmas Faced in Aluminum Machining
Machining of aluminum alloys faces major deformations in multiple machining operations including thin-wall machining and forging. Before we proceed further, it is necessary to understand the difference between recoverable dimensional changes, plastic deformation (micro-strain), and dimensional instability.
- Recoverable dimensional changes are time-independent and are predictable in nature. It includes elastic strain, thermal expansion, and magneto-strictive strain.
- Plastic deformation refers to irrecoverable plastic strains that are time-dependent and are a result of applied stresses.
- Dimensional instability refers to changes in dimensions resulting from internal stresses. It refers to metallurgical instabilities e.g. phase changes, precipitation. This form of instability is in the absence of any external forces.
Two core or primary mechanisms lead to dimensional instabilities in metals. The first is metallurgical instability and the second is relaxation of residual stresses. Let us discuss various reasons for the deformation of aluminum parts. These reasons include material aspects, the shape of parts, conditions during production, and the performance of the cooling fluid.
- Deformations caused by internal stresses in a blank
- Deformations caused by cutting forces
- Deformations due to heat dissipation in cutting operations
- Deformations due to clamping forces during machining operations
It is therefore monumentally critical to control these deformations to ensure high-quality machining of aluminum alloys. Hence, we will classify and discuss various measures in the following section.
Steps to Reduce Aluminum Machining Deformations
With extensive experience in the machining industry, let us guide you through the key steps to reduce machining deformations specifically for aluminum alloys. The steps comprise of technological aspects, choice of CNC machine equipment, the setting of appropriate machine parameters, tooling selection, clamping methods, and required operator skills.
Reduction of internal stresses in the metal piece
As discussed earlier, dimensional instability is majorly dependent on internal stresses and no external forces are involved. To eliminate internal stresses, the most common methods used for aluminum alloys are vibration treatment and natural or artificial aging of the working piece. According to the ASM Handbook, three methods can be used to relieve stress.
The first one involves plastically deforming the material in a controlled manner using a compressive or tensile loading. This method is only applicable to open die forgings. The second method involves thermal treatments like sub-zero treatment or cold stabilization during which the material is exposed to cyclic temperatures between -73 to 100 degrees Celsius. This helps reduce internal stresses by up to 25 %. The last recommended method is using uphill quenching where the blank is cooled to -273 degrees Celsius and then rapidly heated by a stream of hot steam.
Improvement in the cutting ability of the tool
Proper choice of tooling parameters directly impacts the quality of cutting force and amount of heat dissipation. Therefore, let us have a look at the important geometrical parameters first followed by the choice of appropriate tool structure.
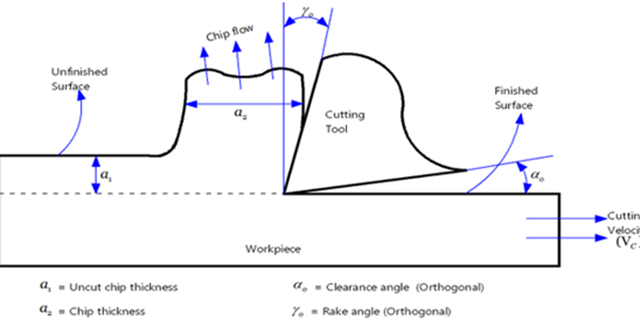
Geometrical Parameters
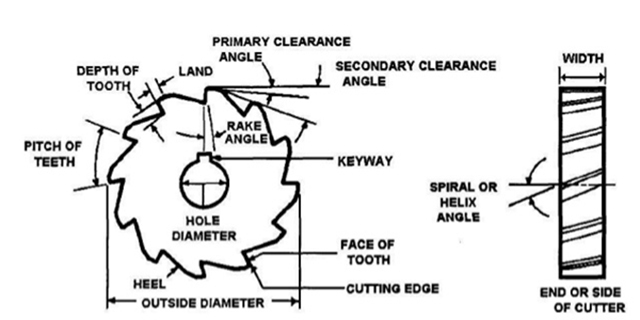
- Tools for machining aluminum alloys should be properly ground. This allows for more back and side rake angles. Larger rake angles should be used for tools intended for finishing touches. Moreover, larger rake angles are also beneficial for machining of aluminum alloys that are softer because larger rake angles mean more acute cutting edges of tooling. Smaller rake angles are beneficial for roughing cuts or deep cutting and high feed rates. Rake angles vary from 0 to 40 degrees and should never be negative.
- The amount of back angle should always be large as it directly impacts the wear and tear of the back-knife surface as well as the quality of the surface finishing. The back angle depends on the amount of feed rate and cutting depth. If there is a need for rough cutting and high feed rates, the back angle should be smaller. However, in precision CNC aluminum machining operations, there is a need to reduce elastic deformations and ensure less friction between the cutter and workpiece surfaces to output high surface finishing. For this, the magnitude of the back angle should always be as large as possible.
- It is necessary to understand the importance of the clearance angle for the proper functioning of the tool. In case of a very small clearance angle, the heel (side) of the tool will be able to rub against the workpiece and accordingly cause heat to dissipate. On the other hand, a large clearance angle will cause the tool to penetrate too deep into the workpiece and cause chattering. Therefore, the choice of the clearance angle needs to be optimal. In most applications, angles between 6 to 10 degrees are optimal.
- Last but not the least in geometrical parameters comes the spiral angle. To ensure smooth milling and to reduce the milling force required for an application, the spiral angle should be as large as possible.
Improvement in clamping methods for the workpiece
There are two ways for better clamping of aluminum workpieces. In the case of thin-walled cylindrical parts, clamping with three-clawed self-centering chuck causes deformations. Therefore, the end face compression method comes in handy in this case. The end face is compressed with a cover plate and tightened with a nut. This allows for satisfactory machining accuracy.
The second method is applicable for thin-walled plate workpieces. It involves the use of suction cups to obtain an even distribution of clamping force along with the thin plate. An additional method is to use a liquid medium to avoid deformations by clamping. For instance, molten urea with 3 to 6 % potassium nitrate can be poured onto the workpiece. Alcohol or water can rinse the final part to ensure that the liquid medium is washed out completely.
Tool Structure
- Reduction in the number of milling cutter’s teeth is important for aluminum machining. This is due to the high degree of plasticity of aluminum which consequently means larger deformation during machining operations. Aluminum chips have a stickiness element to them causing them to interfere in the production of fine parts with desired tolerances. Increased spacing between cutting edges allows for larger chips to pass out.
- It is vital to keep the roughness of the cutting edge less than 0.4 µm and to process the cutting edge with proper grinding operations. This will eliminate all unnecessary burrs which will ultimately reduce heat dissipation and cutting deformations.
- Tool replacement or refurbishment should be done according to standards. Therefore, when the surface roughness value exceeds 0.2 mm and when cutting temperature values are exceeding 100 degrees Celsius, the tool must be replaced or replenished.
Tips for the machining operator
The importance of the skillset of a machining operator cannot be overlooked. This is why credible CNC aluminum machining service providers can make a huge difference despite using the same tooling and workpiece parameters. Let us have a look at what an operator needs to consider during CNC machining of aluminum alloys:
- A skilled operator must have ample knowledge about the calculation of feed rates and speeds. The range of feed rates and speeds is far narrower for aluminum alloys than for other materials. Cutting of aluminum requires high spindle speeds but the feed rates are subjective to requirements. Speedier spindle rates allow for smaller diameter bits. Therefore, a skilled operator must have experience in the usage of appropriate formulas for feed rates and spindle speeds tailored for aluminum machining.
- Aluminum’s machining requires a slow and steady approach. The temptation to program the CNC machine with deeper cuts per pass for increased productivity might go against in the case of aluminum. Clearing sticky aluminum chips become a daunting task and it also means poor surface finish due to burrs. A good CNC machining operator will always move patiently for a better outcome. He/she will perform proper calculations for ideal cutting depths per pass.
- Special attention to the use of coolant is necessary on behalf of the operator. Moreover, pre-processing and post-processing of workpieces are necessary and the operator must be patient and careful to point out any minor flaws in the finished parts to maintain the credibility of a good machining service provider.
Conclusion
We hope that this comprehensive yet concise guide on aluminum machining will aid your technical knowledge so that the next time you get any aluminum part machined, you can technically discuss each aspect from your machining service provider very effectively.


