Create your Proof-of-Concept prototype and turn your ideas into reality. It’s important to keep the conceptualization process moving and ideas flowing along the product design process.

Show a presentation model that's nearly identical to the real product to focus groups, trade shows, or marketing activities. They can see it, hold it, and examine it from every angle.

Functional prototypes can prove and perfect your design in rigorous test scenarios, by the evaluation on materials, properties, tolerances, form fit & function, and working mechanisms.

Build up engineering prototypes to ensure products that are designed for manufacturing, and tested for functionality, manufacturability, and viability through a series of validation phases.

Low-volume manufacturing allows you to move smoothly from prototype to production, promotes design iterations more flexible, reduces risk, and saves production costs and time to market.
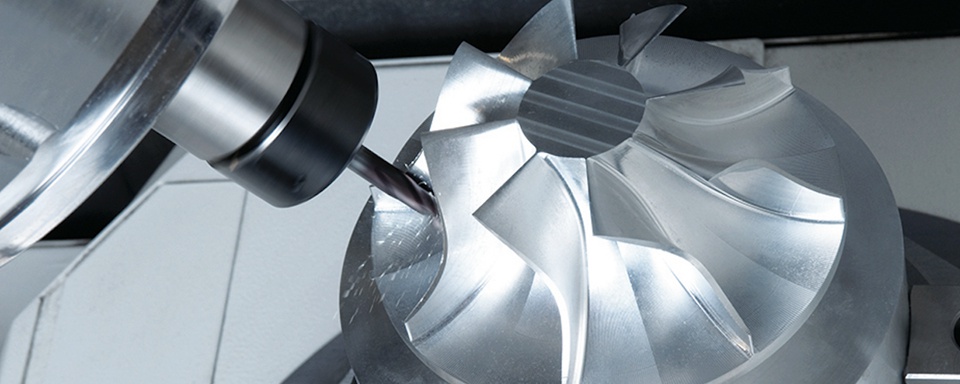
What is 5-Axis Machining? Working Principles, Types, and Benefits
5-axis CNC facilitates the production of complex parts. Here is everything you need to know about 5-axis machining. Read on more!

CNC Machine Shop 101: How to Choose the Right One?
A CNC machine shop is a specialized facility with advanced technologies for various machining operations. Read on to know what to expect in a machine shop.