Posted on Jan. 18th, 2020, | By Candy, WayKen Project Manager
As your creative production provider, we are committed to manufacturing the cost-effective plastic injection molds, molded parts for each customer. Also, we are continually improving our processes of the aluminum mold so as to provide a high-value experience for you.
About 80% of plastic parts are manufactured using plastic injection molding. For a long time, injection molding was considered to be a solely mass-production process. With the innovation of industry techniques, rapid injection molding is not the only way of mold development. CNC machining centers have decreased the mold machining time considerably. CAD/CAM/CAE systems have decreased design and verification times. Apart from that, new mold varieties have been created. Aluminum injection mold and 3D-printed mold are competing with hardened steel mold for the manufacturing market. But what is the difference between them? Which mold will be able to make your product more efficient?
Naturally, you will want your prototype to be manufactured faster, at a cheaper price, and for them to look as good as it is possible. Let’s compare aluminum, steel, and 3D-printed injection molds and determine, which one is more useful in which situation.
1.Turnaround time
Turnaround time is the interval between the start of mold development and when it is ready to produce parts. The design methods and calculations for the three types of molds are practically different, but the manufacturing stage is where the significant changes occur.
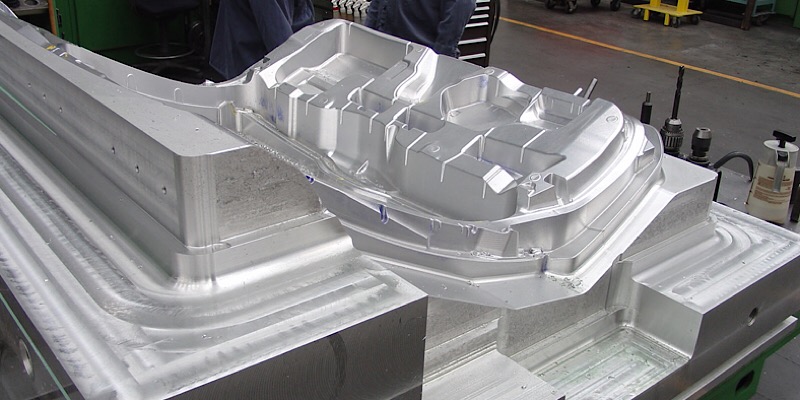
Aluminum injection molds are manufactured from aluminum blanks by using CNC machining and finishing operations. In some cases, additional Electrical Discharge Machining (EDM) is required in cases, where cavities must have sharp corners unobtainable by milling. In general, the processing is mainly mechanical, no thermal processing is needed and almost no specialized tooling is required. An average aluminum cavity is made in 10-15 days.
Steel molds are made in a similar way but for a few differences. First, the material is much harder and takes much longer to a machine, wears cutting tools, and requires specialized tooling. Second, a number of thermal processing operations are required to increase mold life. All of that takes time. As a result, steel injection molds take 2-5 months to complete.
3D-printed molds are created using metal sintering additive manufacturing processes. A lot of fine metal powder is sintered together layer-by-layer to form the cavity of an injection mold. The main advantage of this process is that it needs virtually no manufacturing preparation and no tooling at all. The average time to create such a mold is only 2-3 days.
2.Robustness
Robustness is basically the number of parts a mold can produce before it becomes too worn. An important parameter to consider if you are manufacturing a batch of products.
Steel injection molds are hardened with heat treatment and are specifically designed to last. They have a minimum amount of joints and are made of the most durable steel. That is why they last for millions of parts.
Aluminum tooling is made of a softer material, however, some aluminum alloys have outstanding strength. This makes the molds withstand up to 5,000 parts in a batch. The average is 100-2000 parts.
3D-printed molds are the worst when we consider their robustness. The sintered cavity has a lot of problems. It is porous and not as strong as the one made from solid blanks. Right now, the 3D-printed cavity can withstand from 50 up to 200 parts in a batch.
3.Manufacturing time
When a product has to be manufactured as a batch, manufacturing time per part becomes an important factor. By manufacturing time I mean the period between the injection of the liquid polymer and ejecting of the final part. This factor is different depending on the mold material, injection pressure, and temperature.
Steel molds can withstand the highest injection pressure and temperature and that is why the manufacturing process may take a mere 5-10 seconds.
Aluminum injection molds are not as strong so the pressure and temperature for them are 20-30% lower than for steel molding. The manufacturing time is 44-70 seconds, which is considerable when we start talking about thousands of parts.
3D-printed molds fare even worse under high temperature and pressure. So, they take the most time to manufacture a part, namely 150-250 seconds.
4.Part precision and surface finish

Part quality is one of the most important factors. After all, this part will serve as an element of a bigger mechanism and may be presented to future investors. The part must look professional
Steel and Aluminum injection mold precision is similar and depends only on the capabilities of machining and polishing. 3D-printed mold precision, however, is determined by the additive manufacturing processes. AM involves the melting and cooling down of the material and the heat distortion lowers the precision considerably. Modern technologies can produce steel and aluminum cavities with a tolerance of up to IT6 and 3D-printed molds with a tolerance up to IT9.
5.Flexibility
Flexibility is important for pre-production prototypes when you are just testing the way your final product will look like and operate. Having done the initial prototype from some materials, you will want to test the materials you’ve initially chosen for the product and you’ll want to test out the manufacturing program. Most often, you will encounter some problems, which will make you modify your design. For example, during the operation tests, some flaw was found or the injection process led to a porous part. That is when you want to change the design and with it, the mold. Different mold materials have different flexibility.
Steel molds are hardened by heat treatment. It is usually done after all the essential parts have been machined and there is only a small layer of material to be ground. If you need to modify some features, it may be hard because the hardness of the cavity is very high.
Aluminum molds are made of a softer material and their cavity is often manufactured as a separate part installed into the mold base. That is why it is much easier to remove the cavity and make adjustments.
3D-printed molds are hard to modify because it will involve machining a part of the cavity and the surface finish will not be uniform because machining will provide a better surface finish. It is easier to remanufacture the mold completely, which won’t take too much time but will bring about additional costs that are undesired in prototyping and pre-production batch tests.
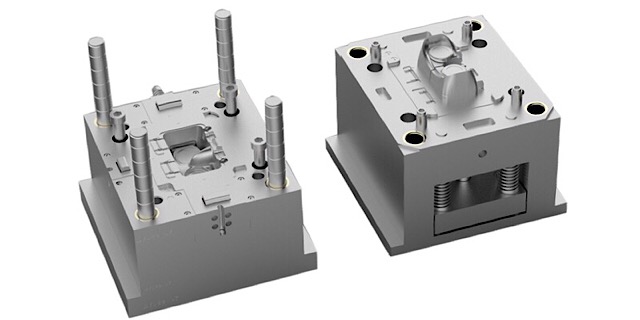
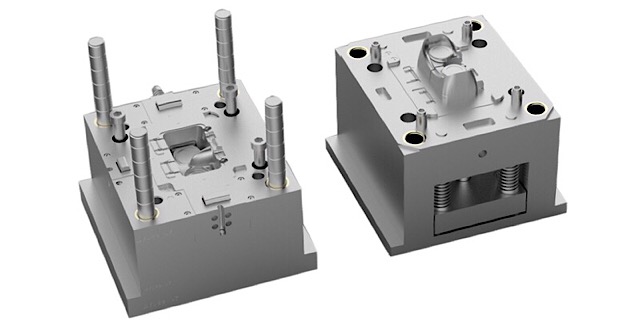
Custom Manufacture of Aluminum Mold
At WayKen, we have over 20 years experience of building aluminum molds. providing one-stop services from prototype to production. As your an ISO 9001: 2005 certified mold supplier, we are committed to the manufacture of cost-effective plastic injection molds, molded parts, and continued to improve tooling processes in order to provide lower costs, high-quality parts for our customers. Working with us, we will make your projects great success from start to finish.


