It is possible to anodize an aluminum part no matter what manufacturing method. The anodizing aluminum process is a cost-effective and simple method, so it has a wide range of applications for various industries.
Before understanding how anodized aluminum works, we should first know the selection of anodizing materials and the preparations that need to be done before anodizing the parts.
Materials for Anodizing Process

Anodizing process is an electrochemical process that makes a metal surface durable, decorative, and corrosion protection. Aluminum is suitable for conductive materials, and it is one of the most suitable for anodizing. Some other non-ferrous metals can also be anodized, such as titanium and magnesium.
The anodizing process is not suitable for stainless steel and steel due to the formation of rust. Rust can not prove good to make a tight and corrosion-resistant coating on steel, while aluminum contains natural oxide layer to protect the underneath metal parts.
The aluminum oxide can not apply to a plating or paint surface, and aluminum oxide can fully integrate with the underlying aluminum substrate. It can not peel and has a highly porous structure for secondary processing of coloring and sealing.
The specular characteristics and features of anodized surface and finishes have proved aluminum are one of the highly selected materials for various sectors. Some main advantage of anodizing aluminum which makes it is a widely used material to produce thousands of industrial products.
It can use to make the tallest building structure, such as Illinois and the Willis Tower in Chicago.
It requires less maintenance and provides a durable surface.
It is considered an eco-friendly material and protects satellites from a harsh environment.
Tips for Surface Preparation Before Anodizing
Make use of mechanical finishing techniques when necessary. Etching alone isn’t enough to correct pre-existing surface defects like scratches and dents. If these marks are evident on a part’s surface, you might as well use mechanical polishing techniques like grinding, buffing, and sandblasting.
Be mindful of your packaging. Before sending out your parts for anodizing, make sure that you have packed them to be dent-proof and well-cushioned. Additionally, avoid sticking tape directly to the surface to be anodized.
Ensure that your parts are properly cleaned and degreased. Look out for uncleaned swarf seated on blind holes, fingerprints on the surface (avoid handling parts with bare hands!), and residual oils from the fabrication processes.
Remove steel inserts like rivets and pins on parts to be anodized as these can corrode differently throughout the different treatment processes.
How to Anodize Aluminum Parts: Step by Step
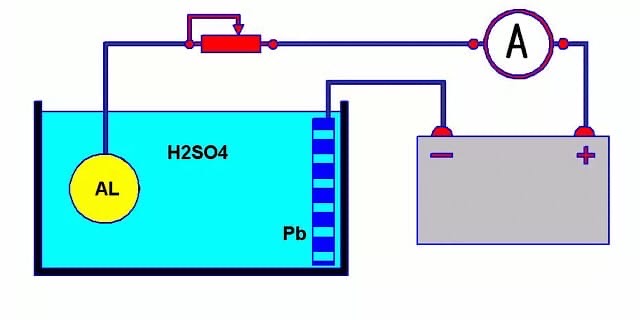
The working principle behind anodized aluminum parts involves inducing the oxidation of aluminum by submerging it into an electrically conductive acid electrolyte solution where oxygen ions are released. This method uses anodic films to get aesthetic effects.
To further understand the process of anodizing aluminum parts, here are 4 major steps involved:
Step 1: Pre-treating
The pretreatment process involves achieving a visible finish and a clean work part.
Cleaning: Pretreatment cleaning is important to remove residual grease, oils, and other impurities from a previous fabrication process like extrusion or CNC aluminum machining to avoid impurities and inconsistencies in the finished part.
Etching: The surface finish of a part before anodizing is relevant because it will dictate the quality of your final result. Tweaking your desired surface finish can be done through etching, where minor imperfections on the surface are corrected while being prepared for anodizing.
Step 2: Anodic Oxide
After the surface is prepared, the parts will go through the anodizing step, submerged into a bath of sulfuric acid electrolyte solution (which may vary depending on the type of anodizing process chosen). The electrolyte solution has many positive and negative ions and is an electrically conductive solution.
The positive ions can attract the negative plates and the negative ions to the positive anode. An electric current causes it in the circuit. The negative ion attracts the aluminum parts, which is the positive anode. The aluminum parts will serve as an anode.
At the same time, a cathode is installed within the tank to allow an active passing of electrical current through the system and induce the release of oxygen ions from the electrolytic solution. This process will create aluminum oxide in the substrate, which is also called a barrier layer. But it is rougher than the aluminum surface.
Step 3: Coloring
The anodic coating formed on the surface layer is porous by the structure, which allows the addition of color into the part. Various ways of adding colors to an anodized part involve submerging it into dyes or dissolved metal salts. This process achieves finishes like black anodized aluminum, gold, nickel, and stainless.
Step 4: Sealing
To close the porous surface created in anodizing and provide a uniform surface, the parts are subjected to a final step that will submerge them into a nickel acetate solution. Sealing ensures long-lasting color and prevents further corrosion for the anodized part.