Posted on: Aug 10, 2018, | By WayKen Marketing Manager
Metal machining and specifically milling are widespread in modern prototyping techniques. Prototype manufacturers tend to maximize their equipment capabilities in regards to technology. One of the methods that have become popular in recent years is helical milling. Let’s try to clear up what helical milling is about, its pros and cons and how you can use this knowledge while designing your prototype to lower its manufacturing costs.
What Is Helical Milling?
Helical milling is an alternative hole-making process. This process involves an endmill that follows a helical trajectory to achieve a high-quality bore. It offers a lot of advantages compared to conventional drilling and it can downright replace boring machines, which is always advantageous for prototyping shops as they really want to avoid buying lots of equipment. (Ha, not saying that they are dull, they are quite sharp actually, wait… they are boring and sharp at the same time. This wordplay is killing me). Helical milling can be used to create bores of practically any form, the cutting force is lower, tool wear as well and the achievable quality can be quite high.
Why not drilling?
The main alternative to helical milling is conventional drilling. It is a very widespread method of making holes. Statistically, drilling takes up to 25% of cycle time and 33% of the total number of machining operations when manufacturing a metal part. But why should you consider milling? Despite the fact that obviously, the kinematics are much simpler, drilling has a range of cons that justify using a more complicated milling technique.
For example, Drilling speed differs with the diameter. It is highest at its outer point and is practically zero in the center of the drill ( where the axis is). It means that the machining process near the revolution axis is not actually cutting but plastic deformation. This increases the thrust force of the tool and the tool wears drastically.
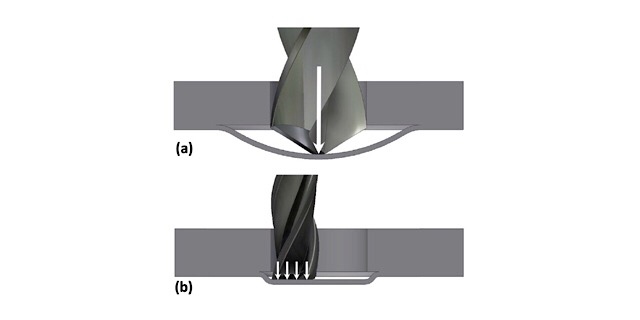
Because of the axial thrust force, the drill, especially a worn one, will bend a thin layer of metal as it exits the stock. The resulting leftover material protrudes around the hole and needs to be removed manually. Using a mill instead drastically lowers the leftover material.
Drilling provides awful chip removal conditions. The processed material can only be removed through the drill flutes. Chip removal influences the surface finish of the hole and the cutting temperature. As the bits of metal move from the cutting zone through the flutes to the surface, they scrape the sides of the hole and lower the surface finish. It has been proven that the chips carry up to 80% of cutting warmth, so removal problems increase the temperature of the drill. It wears down faster because of that. In order to increase chip removal rate, operators use discrete drilling methods. The drill processes a part of the whole length after which it is removed. This is a good strategy but the drilling time increases.
As you can see, drilling has some significant drawbacks so, in the tendency to increase machining efficiency and thus the efficiency of prototyping shops, manufacturers employ helical milling
Some helical milling specifics
Let’s review some of the processes that happen in helical milling.
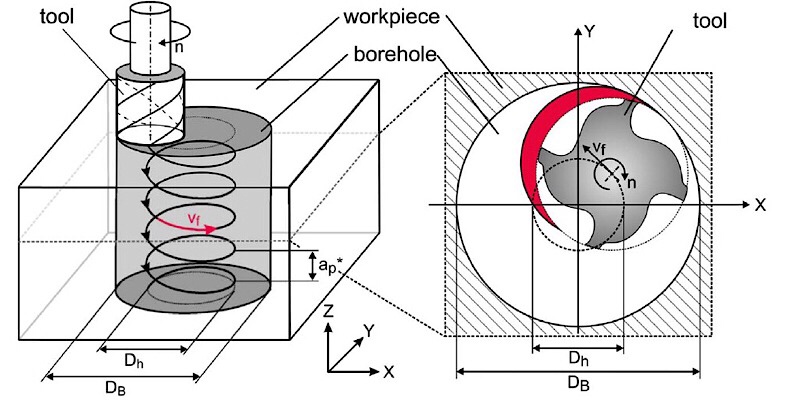
Firstly, the end mill moves along a helical path. It means that the milling center must combine the vertical z-axis movement and the horizontal x-y axis. This makes the NC program very complex to write manually, however, a lot of CAM-systems have adopted helical milling as one of the strategies.
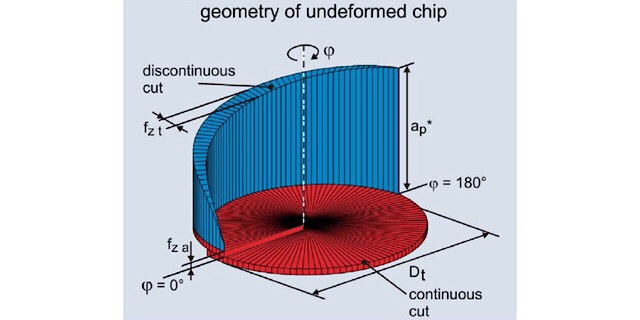
The geometry of the chip consists of two zones: the blue one that is created by the side of the end-mill and the red zone that is created by the face of the mill. It has been proved that the ratio between the two zones is determined only by the tool and bore diameters.
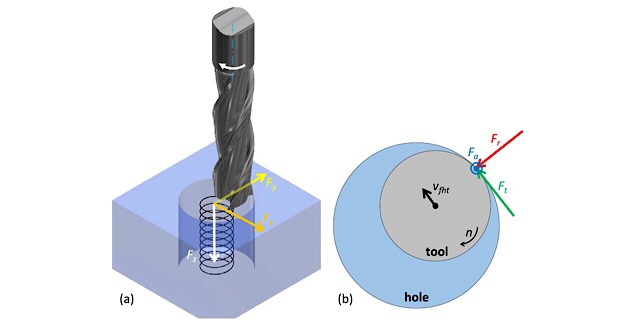
With the increase of the tool diameter, increases the blue zone. It provides worse milling in regards to vibration as the blue chip is discontinuous, unlike the red one. So, the surface finish will be worse. In addition, with the increase of the volume removed by the side of the mill, radial cutting forces grow (red Fr at the picture) and they bend the tool inside of the hole, so the tolerance decreases. The negative effect is decreased to some degree by the fact that larger tools have more rigidity.
If the tool is smaller, the red zone prevails, so the radial force is small, as well as vibration, however, the decrease in tool diameter is limited by the system rigidity.
I’d say that using a larger tool at first is better and changing it to a smaller one for a final cut with low depth and feed will result in a great surface finish.
Reasons to use helical milling
As you can see, helical milling is a promising process that offers a number of advantages.
You can achieve any diameter with better precision and surface quality without changing the tool. If you’ve ever drilled a whole bigger than 35 mm, you’ll know that doing it with only one drill is a bad decision. It’s usually done with a range of smaller drills, For example, the initial whole will be 10 mm, then it will be drilled to 20 mm with a bigger drill and only then to 35 mm. Afterward, if you need more precision or surface finish, you ream or countersink the hole. That’s like 4-6 tool changes to get a whole did. Well, with helical milling you’ll just need to use one endmill to cut out the hole and then use a smaller feed to achieve desired tolerance and quality. You can achieve up to IT7 with Ra 1,25 without changing the tools.
You have a lower cutting temperature and better chip removal. The endmill does not take up the whole space of the bore. That’s the main advantage. You don’t have to extract the tool after plunging every 30 mm or so. Just spray the coolant into the hole and it will delete the chip and lower the temperature of the machining.
You can predict tool wear and make trajectory modifications. One of the main problems in drilling is that when the drill is worn, you can mostly see it once it is completely broken when machining hard materials, it can even get stuck in the bore. With helical milling, you are basically just milling. So, you can predict tool wear by using standard calculation methods or using tool life specified by the manufacturer. You can even take those changes into account during the process. So, you can change the trajectory a bit to preserve the diameter dimension. You can’t really do that with drilling though. Oh, by the way, the tool life is determined by the face wear of the tool (red zone chip).
Conclusions
Of course, helical milling is an innovative process and it has its cons. For example, its chip removal rate isn’t as fast and its parameters are not that well researched yet. However, this technique lowers the number of setups, machining, and tooling, while retaining the quality of the bores. That is a considerable advantage for prototyping manufacturers who want to minimize the amount of tooling and equipment required.


