CNC Machining Services
Find the best fit CNC machining service for your plastic and metal parts, which produce and deliver on-demand.
Bring your product from the design and prototyping stage through to full production with our experts.
- Home
- Technologies
- CNC Machining Services
Made to order from 1 to 10,000 pieces on demand
One-on-one support service
Response within 12 hours
In-house machine shop, 24/7 operations, Quick turnaround
Tight tolerance ±0.05mm
Surface roughness Ra0.2μm
ISO 9001:2015 certified
100% part inspection
Choose A Reliable Manufacturer
On Demand CNC Machining Services
Looking for a competitive advantage, rapid turnaround supplier for your CNC machining project? WayKen is an expert in CNC machining in China for both prototypes and machined parts of end-use.
We offer a wide range of CNC machining services including milling and turning of various materials, as well as drilling, tapping, EDM (Electrical Discharge Machining), and wire EDM. Our ISO 9001 certified production process, combined with professional experiences and advanced CNC machines ensures your parts are made right the first time, every time.
Customers We Serve
WayKen provides excellent global services and has a large, rapidly growing customer base. Our customers are spread around the world and come from a wide variety of industries. It covers from independent inventors or designers to large scale Industrial, Commercial, Medical, Automotive, and even Aerospace companies. We will always do our best to meet your design and manufacturing needs, and help your ideas come to life.
What We Good at CNC Machining Processes

CNC Milling
CNC milling is a subtractive manufacturing method that uses a cutting tool to moves and rotate to remove material. CNC mills can be used for cutting and machining operations of various plastic and metal materials. It is suitable for any industry that requires precision components and is also an ideal tool for making molds.

CNC Turning
CNC turning removes material by contacting a cutter with the high-speed rotating workpiece and is usually used to create round or tubular shapes. The CNC turning process allows the generation of complex external geometries and internal holes, including the machining of various threads.
5-Axis CNC Machining
5-axis CNC machining allows complex parts with multiple side features to process up to five sides in a single setup. This can pay big dividends in better machine utilization, reduce setups and cycle times, and improve quality. The ability of 5-axis machining will make our CNC factory more cost-effective for a wider range of work.
Precision CNC Machining
Need to achieve a tight tolerance of ±0.0005″ or better? With proven expertise, advanced CNC technology and inspection equipment, we have the experience to provide perfect accuracy and repeatability, even for the most complex parts. We are committed to providing precision CNC machining services to meet or exceed customer expectations.
Why Choose WayKen's CNC Machining Services?
Precision, Quality and Affordability at any volume. Our team responds quickly to accommodate your needs.
• An Experienced Team with Expertise
• Advanced In-house Equipments
• Competitive Prices in the Industry
• One-To-One Collaboration & Proactive DFM
• High Complexity Machining Capability
• Industry-Leading Turnaround Times
From CNC Prototyping To Low-volume Production
We Offer A Differentiated Custom Machining Service
Prototype Machining for Design Verification and Engineering Testing
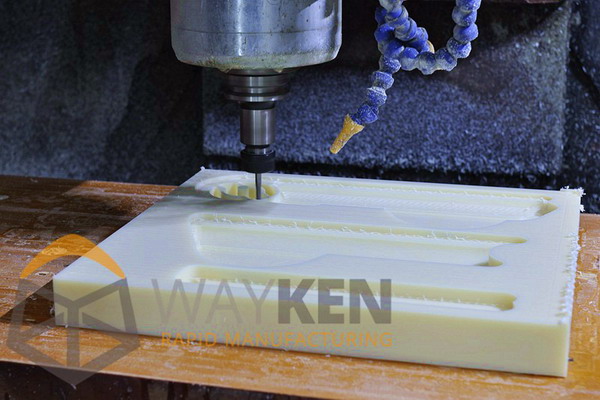
Prototyping is the process of creating plastic and metal parts through CNC processing. It allows your design team to closely simulate the appearance, function, and material properties of the final product. Moreover, testing the suitability and manufacturability of components helps to prove and perfect the design.
We offer professional CNC services to ensure quality and accuracy, with a commitment to fast delivery.
Custom Machining for Low-volume Production of End-use Parts
The advantages of CNC machining are particularly well suited to the requirements of low-volume production runs of custom parts. Its accuracy and repeatability, flexible processes, as well as a wide range of material options help bring products to market faster. Whatever you need to custom machined parts or products, our CNC machine shop can offer integrated solutions to help you shorten production time.
Need 50 or 10,000 custom machined parts? We have the capability and experience to provide efficient custom CNC machining services at a reasonable price.
See What Our Customers Say
Case Applications of CNC Machined Parts
CNC machining is a versatile manufacturing technology that can be used for a wide range of applications. WayKen CNC machining part examples include products for the aerospace, automotive, medical industries, robotics, etc.

Prototype Design Verification

Functional Testing Complex Designs
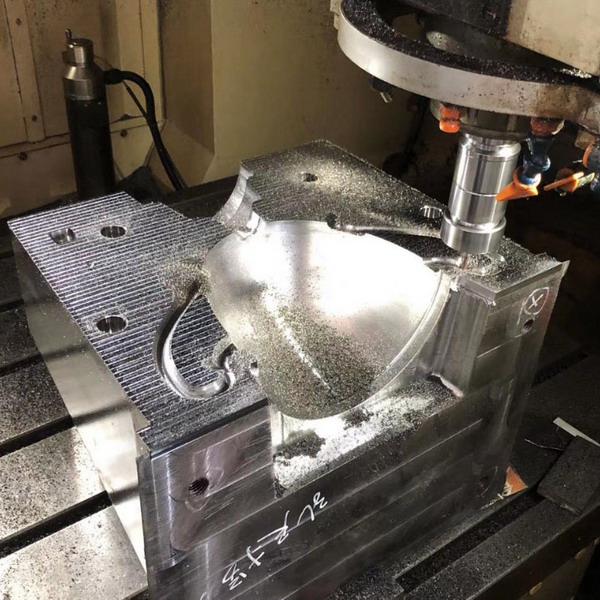
Create Metal Molds and Tooling
High Performance Machined Medical Components

Machinable Custom Automotive Parts

High Precision Machined Aerospace Components

Metal and Plastic Machining of Consumer Electronics
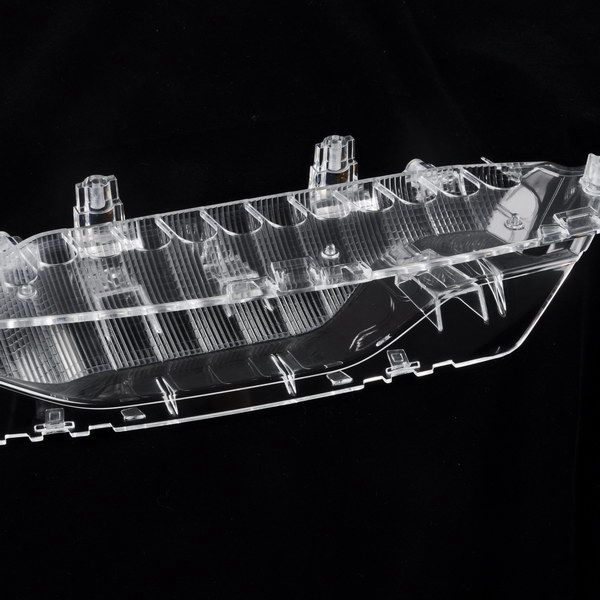
Clear Optical Prototypes With Precision CNC Machining

Low-Volume Machined Parts of End-Use
CNC Machining Materials & Finishes
There are a wide variety of materials that can be machined using CNC technology, WayKen provides CNC machining quotes for more than 30 engineering-grade plastic and metal materials. In terms of finishes, various types of surface finishes can be applied to CNC machined parts.
-Plastic: ABS, PC, ABS+PC, PMMA(Acrylic), PA(Nylon), PA+GF30, POM(Acetal / Delrin), PP, PVC, HDPE, PPS, PEEK, PEI(Ultem), Teflon, Bakelite Resin, Epoxy Tooling Board.
-Metal: Aluminum, Steel, Stainless Steel, Brass, Bronze, Copper, Magnesium Alloy, Titanium Alloy, Zinc Alloy.
-Finishes: We support one-stop CNC machining surface finishing to meet the visual and functional requirements of any design. Including sanding, sandblasting, mirror polishing, painting, printing, laser etching, anodizing, electroplating, nickel plating, chrome plating, powder coating, etc.
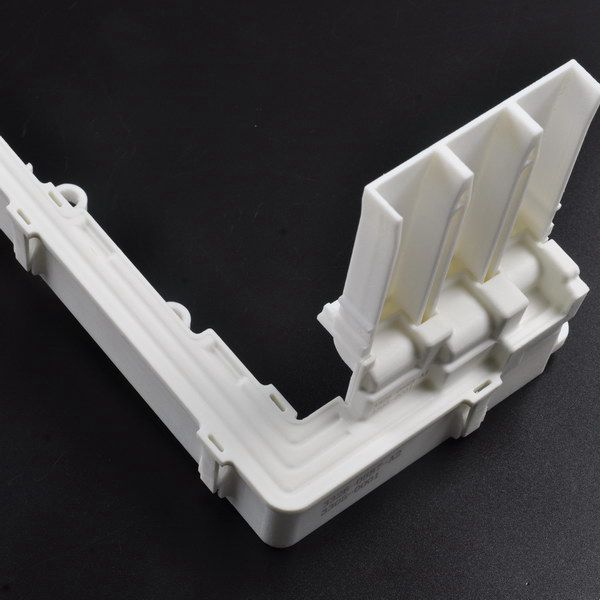
CNC Plastic Machining
More than 30 engineering-grade materials can be used for CNC plastic machining. The machined plastic parts are 100% functional and able to be mechanically tested.
CNC Metal Machining
Whether it is prototypes or end-use parts, our mastery of CNC metal machining techniques helps us achieve tighter tolerances, faster turnaround times, and more challenging manufacturing projects.
Our CNC Machine Tools
Put Your CNC Parts Into Production Today.
CNC Machining Tolerances
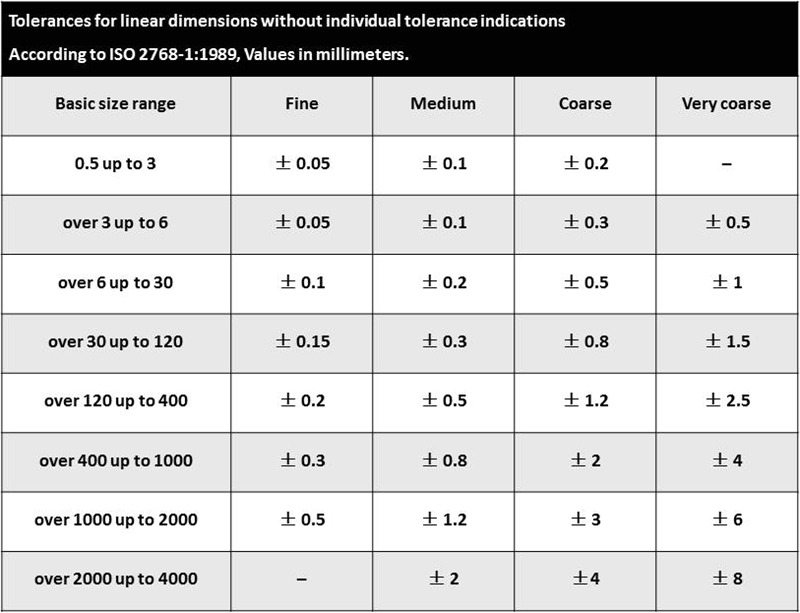
WayKen’s standard tolerance is applied to ISO 2768 (medium) for machined plastic and ISO 2768 (fine) for machined metals. Typically, we can hold a CNC machining tolerance from ±0.005″ (±0.125mm) to ±0.002″ (±0.05mm). If tighter tolerances are required, a 2D drawing with complete information will be necessary. Our engineering team will communicate with you the critical dimensional tolerances and provide the highest degree of precision possible.
Design For Manufacturability
A Quick Guide to Designing CNC Machined Parts
Optimize your designs to avoid unnecessary machining features, limit part complexity, help reduce CNC machining costs and time, and create machined parts faster and more efficiently.
As large an internal radius as possible
Any internal cut will generate a fillet that is half the diameter of the tool used. Milling with smaller tools takes a long time and we recommend that the radius should be greater than 1/3 of the depth of machining. The best bet is to relieve internal corners or allow for as large an internal radius as possible on mating part designs and use the same radius on all inside edges so that the same tool can be used throughout the CNC machining processes.
Avoid overly deep cavities, grooves and holes
The depth of the cavity and groove is usually related to the diameter of the tool used to make the internal fillets, and a good rule of thumb is to keep the cavity depth 3 – 4 times the tool diameter or the groove depth less than 4 times the feature width. Whether blind holes or through holes, the recommended maximum depth is 4 times the diameter and the minimum hole diameter is 1 mm, and it is recommended to design standard size holes. With a standard drill, holes can be machined quickly and with high precision; for non-standard holes, using an end mill will increase costs.
Avoid thin walls
As with tall walls, vibration increases when machining thin features. As a guide, the minimum thickness of thin-walled metal parts should be 0.5-0.8 mm, and the minimum thickness of plastic parts should be 1.0- 1.5 mm. If the walls are for supporting action or taller features, the wall thickness should be increased to avoid vibrations during CNC machining processes.
Avoid small or raised text
You may need to mark parts with part numbers or company names. Adding text looks really cool in the custom CNC machining, but is time-consuming to process; electrochemical etching or laser marking is usually better. If you must cut text, choose recessed rather than raised text whenever possible, keep it simple and large, with a font depth of no more than 0.3mm.
Stick to the standards for threads
Sticking to standard sizes is also important when creating threads. Length should be kept to a maximum of 3 times the nominal diameter of a hole. For blind hole tapping, it is preferable to add an additional length of at least 1/2 hole diameter at the root of the hole. You might also think about using inserts. threaded coils and brass nuts provide longer service life than bare threads, especially in soft materials such as aluminum or plastic, and are easy to install.
The Ordering Process for CNC Machining Quotes
In Just 4 Steps
01.
Upload Your CAD File
The first step is to simply fill in your information and upload your CAD file. This helps us to create a 3D model of your desired part or prototype.
02.
Quote & Design Analysis
Within 12 hours, we will provide you with a quote and DFM feedback. This ensures that your project is feasible and provides you with an accurate cost estimate.
03.
Order & Start Production
Once you have approved the quote and design, we will start production on your CNC prototype or CNC machined parts products.
04.
Ship & Get Your Parts
CNC machined parts or products will be produced within a few days. We ship to you by international express. Please feel free to give us feedback to ensure that they meet your expectations.
What do you need to know about?
CNC Machining FAQs
We offer product developers parts machined from engineering-grade materials that are suitable for functional testing or end-use applications. Get the support you need on CNC machining and engineering information by reading the FAQ here.
What kind of CNC machining services do you offer?
CNC machining is also called computer numerical control machining. We do the following machining services: milling, turning, drilling, threading, tapping, EDM and wire EDM, custom surface finishing, prototype machining, low volume or one-off part machine run, modification of an existing part, material sourcing assistance, limited material warehousing and parts dispatching.
From prototype to production, from 1 to 10,000 pieces, we offer fast turnaround CNC machining of your custom metal and plastic parts with as fast as 3-day delivery.
What are your CNC machining capabilities?
WayKen has a 35,000-square-foot CNC machining shop. With 60+ skilled employees and 16 high-performance CNC machines, maintain 24/7 operations and can deliver over 300 machining projects and 20,000+ machined parts per month in our CNC machining centers.
What is the typical cost of a CNC machined part?
Our engineering and sales teams will provide one-on-one quote support for your project. Typically, for similar parts, CNC lathes cost 15% less to machine than standard 3-axis CNC milling. In contrast, the cost of 5-axis machining increases, continuous 5-axis CNC milling typically costs over 20% more than an indexed 5-axis machine (also referred to as 3+2 milling), and about double that of a standard 3-axis mill. To achieve the most cost-effective CNC machined parts, larger production runs are recommended to spread the cost of machine setup.
What are the maximum size ranges of your machine travel?
Maximum Dimensions (3-axis milling): 1270×508×635 (mm).
Maximum Dimensions (5-axis milling): 450×700×400 (mm), Worktable Diameter Φ400 mm.
What kind of surface finish does CNC machining leave?
Once the machining process is complete, the CNC parts surface will have slight visible tool marks, called “as-machined” or “as-milled” surface finish. Machined surface roughness (Ra) is standardized at 1.6-3.2 μm, and surface finish requirements can be increased to 0.8-1.6 μm or higher at 0.2-0.8 μm, however, this will require more operating time and higher costs.
Quick Overview: CNC Machining Quotes
What information do you need to quote my part?
In order to provide a meaningful quote, we require the following information:
We accept CAD data in any format, 2D and 3D, including STP, IGES, X_T, DWG, PDF, STL;
The expected quantities, machining processes, and raw materials required;
Any necessary secondary operations, including finishing specifications, heat treatment, anodizing or plating, etc.
Any applicable customer specifications, such as First Article Inspection, PPAP requirements, and required outside process certificates;
Any other useful information, such as target pricing or required lead times.
I don’t have CAD data, can you help me design the part?
Designing parts are outside of our scope as a contract manufacturer, but we can provide some guidance on design for manufacturability (DFM). With DFM, we can advise on how to optimize your design and reduce costs while retaining functionality.
How quickly can I receive a quote from you for my project?
In most cases, we will respond to your quote within 1 business day. The best way to help ensure a quick quote is to provide as much accurate and specific information as possible.
What is your lead time?
In fact, there is no standard delivery time and we will schedule production based on the current workload. Once your purchase order is received, documentation is completed, and materials are available, we will provide prompt feedback on the exact delivery time, which can usually be anywhere from 3 business days to a few weeks, depending on the complexity of the part and quantities of parts ordered.
How do you ensure the quality of my parts?
If you’re worried about Quality Assurance for international orders, an ISO-9001-certified factory won’t let you down. With dedicated inspection equipment and skilled QC/QA staff, we can provide 2D reports / CMM reports / 3D scan reports to ensure the quality of your parts is within the expected range.
100% of all dimensional tolerances, geometric tolerances, and print notes will be documented according to our MIL-STD-105E based statistical sampling plan with zero rejects. All dimensional inspection reports will be shipped with your parts.
Quote Now to Start Your CNC Machining Project
Complete CNC machining services from prototype to production ensure high quality, fast delivery and competitive prices.


